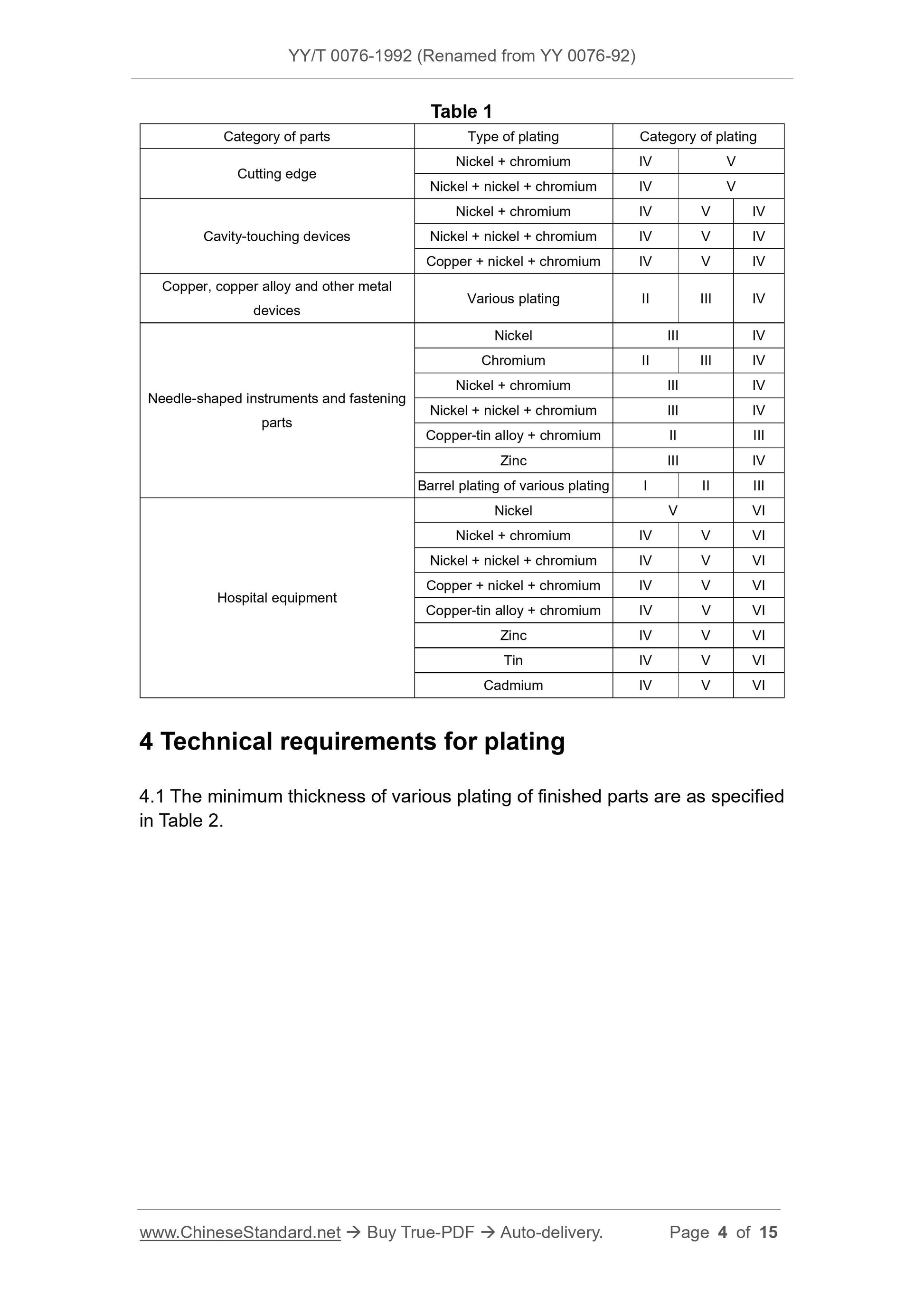
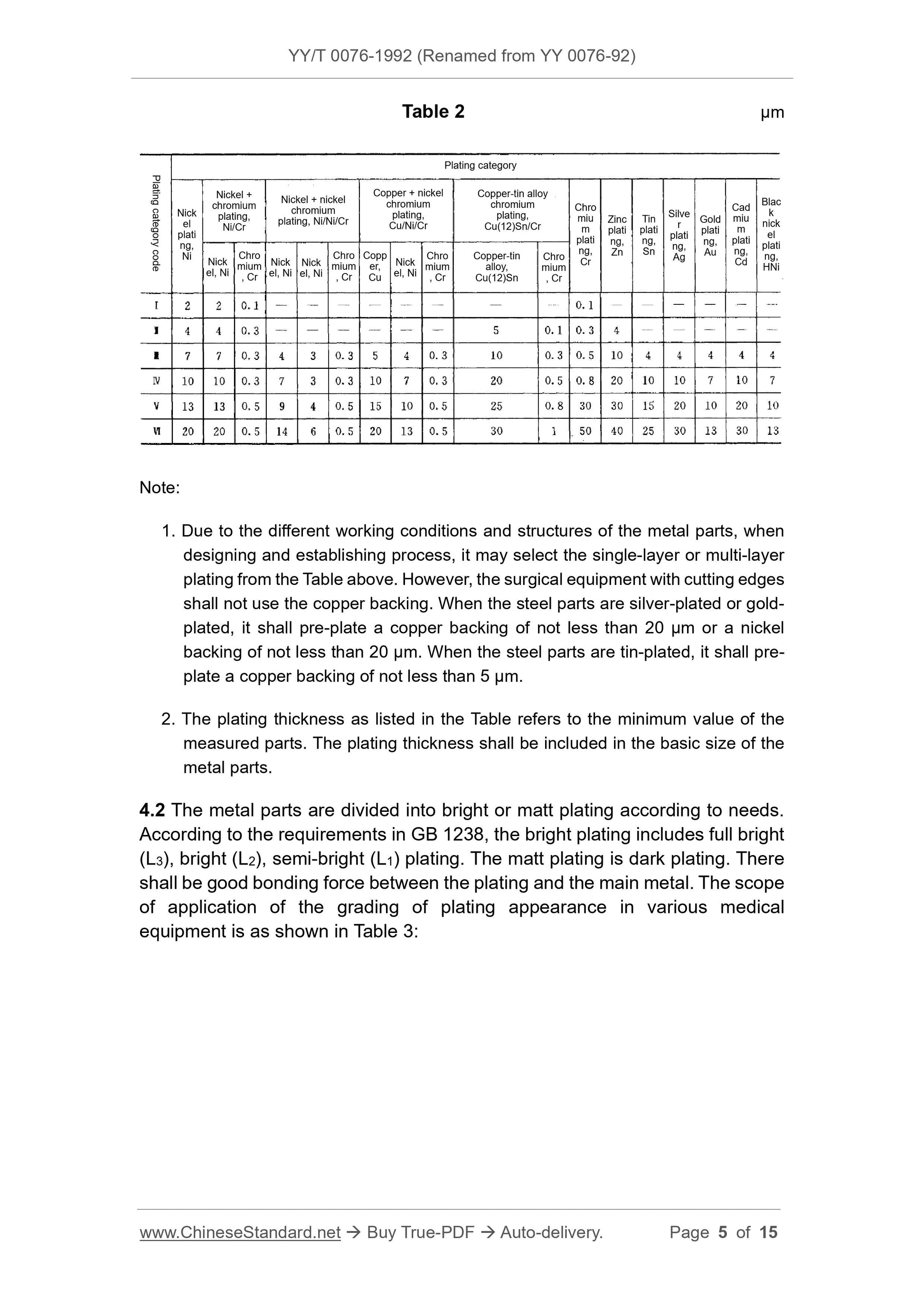
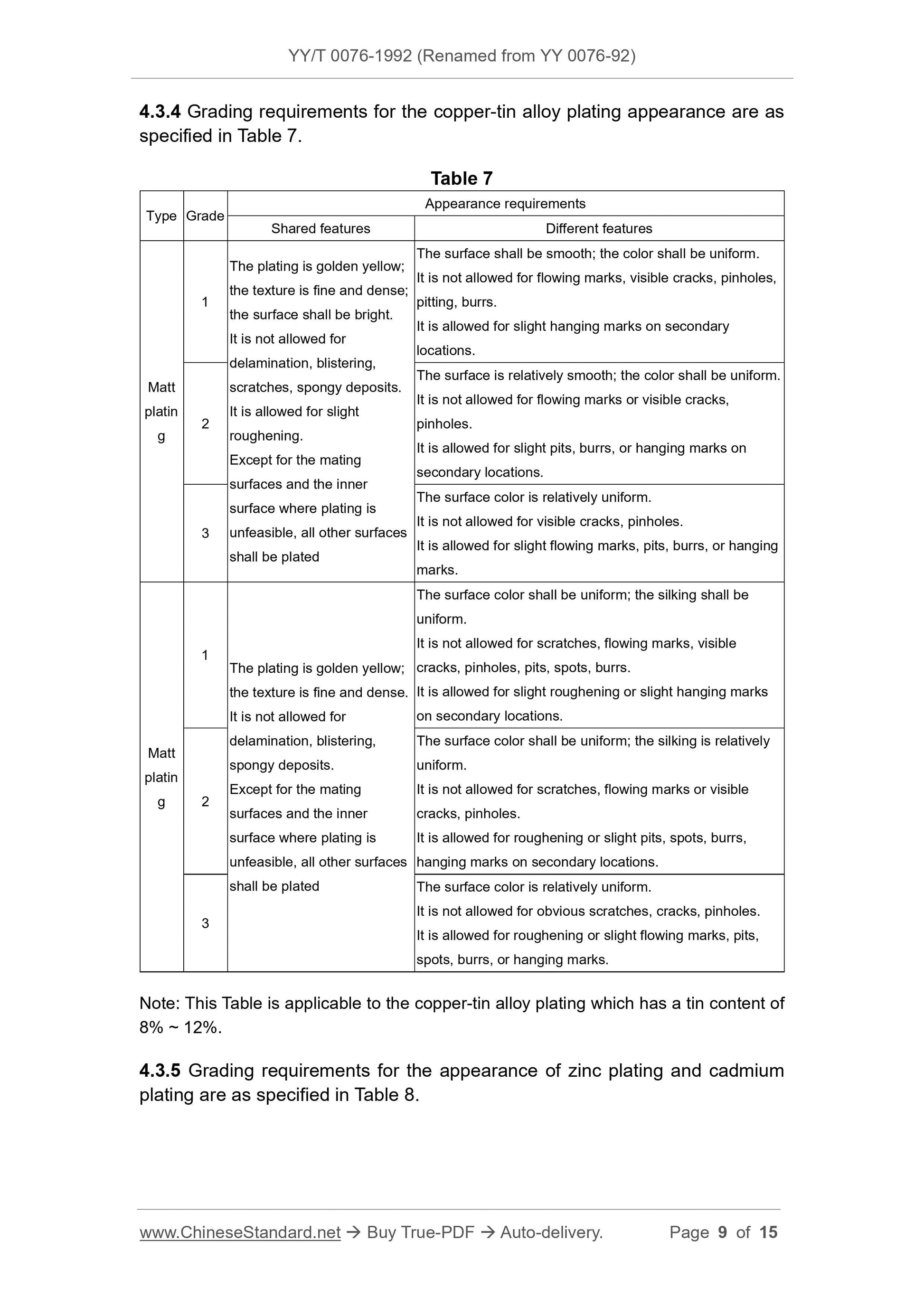
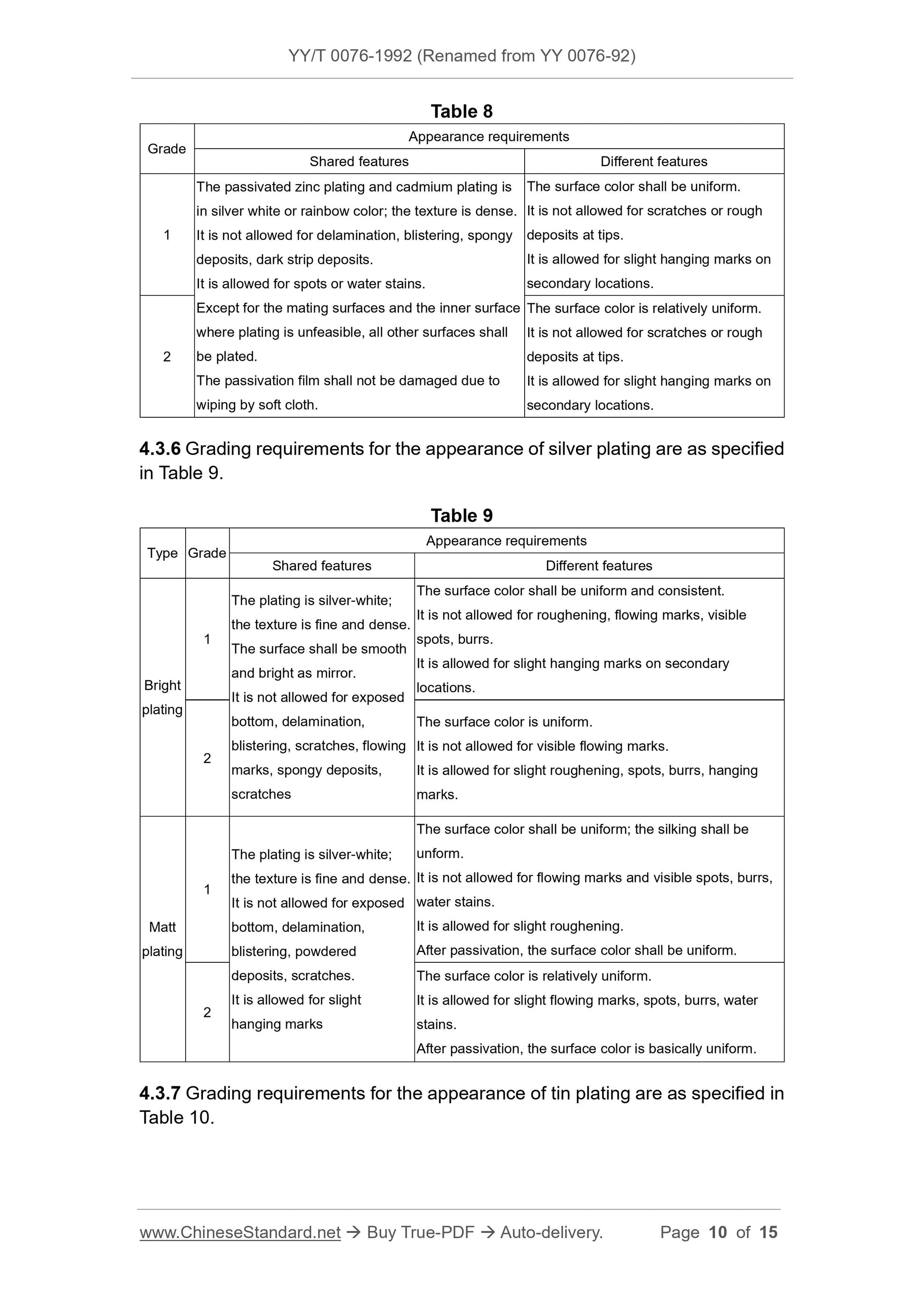
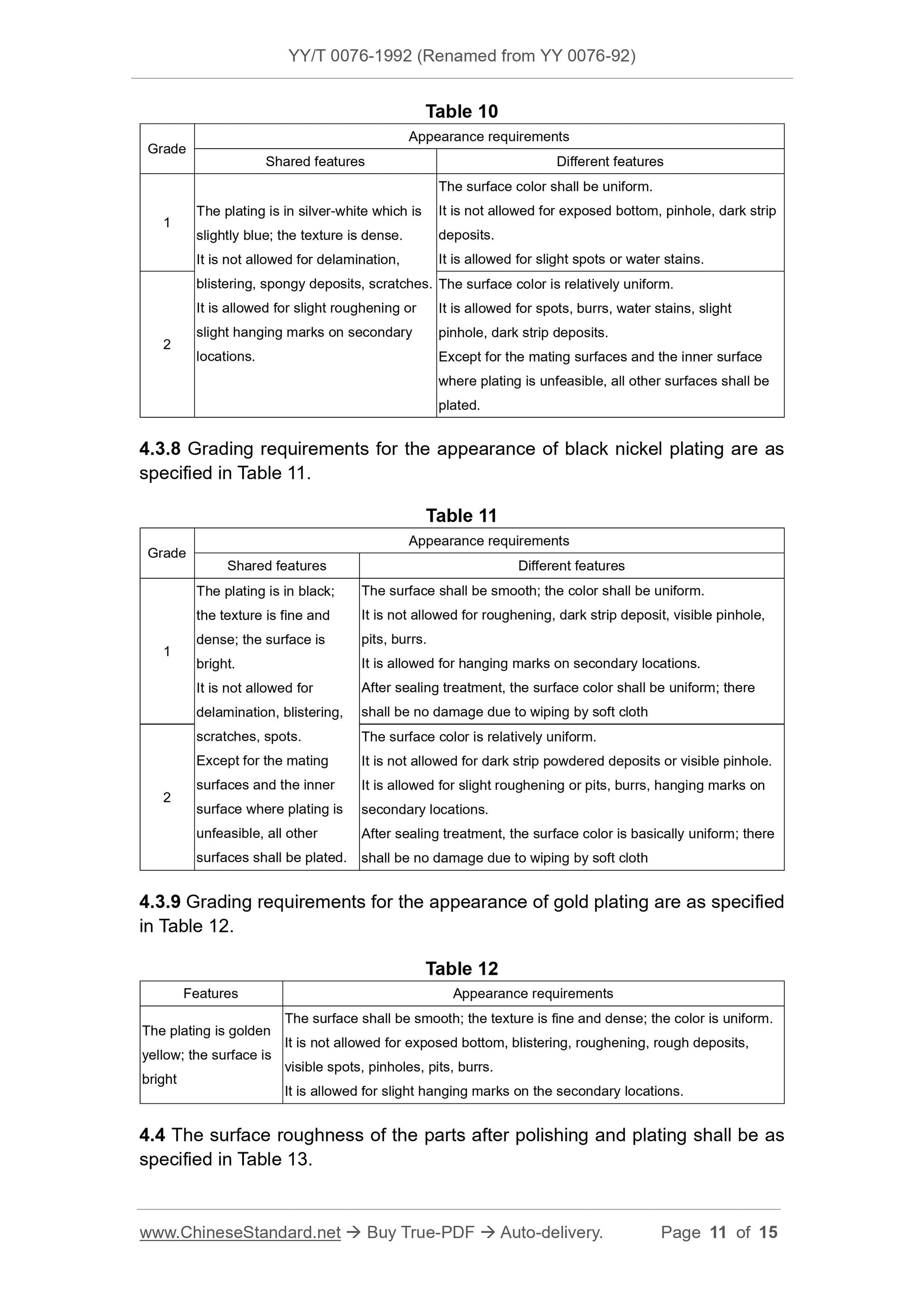
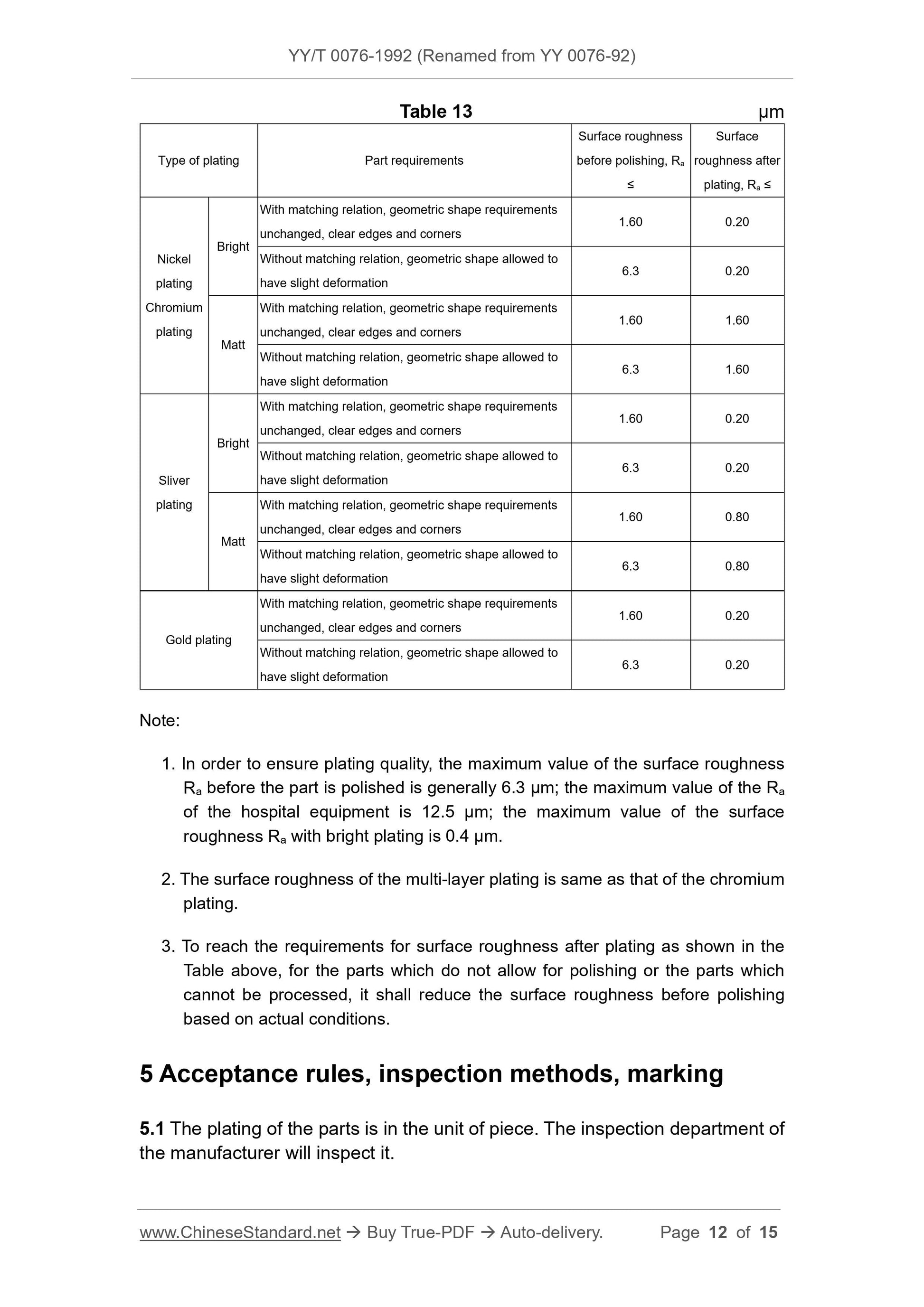
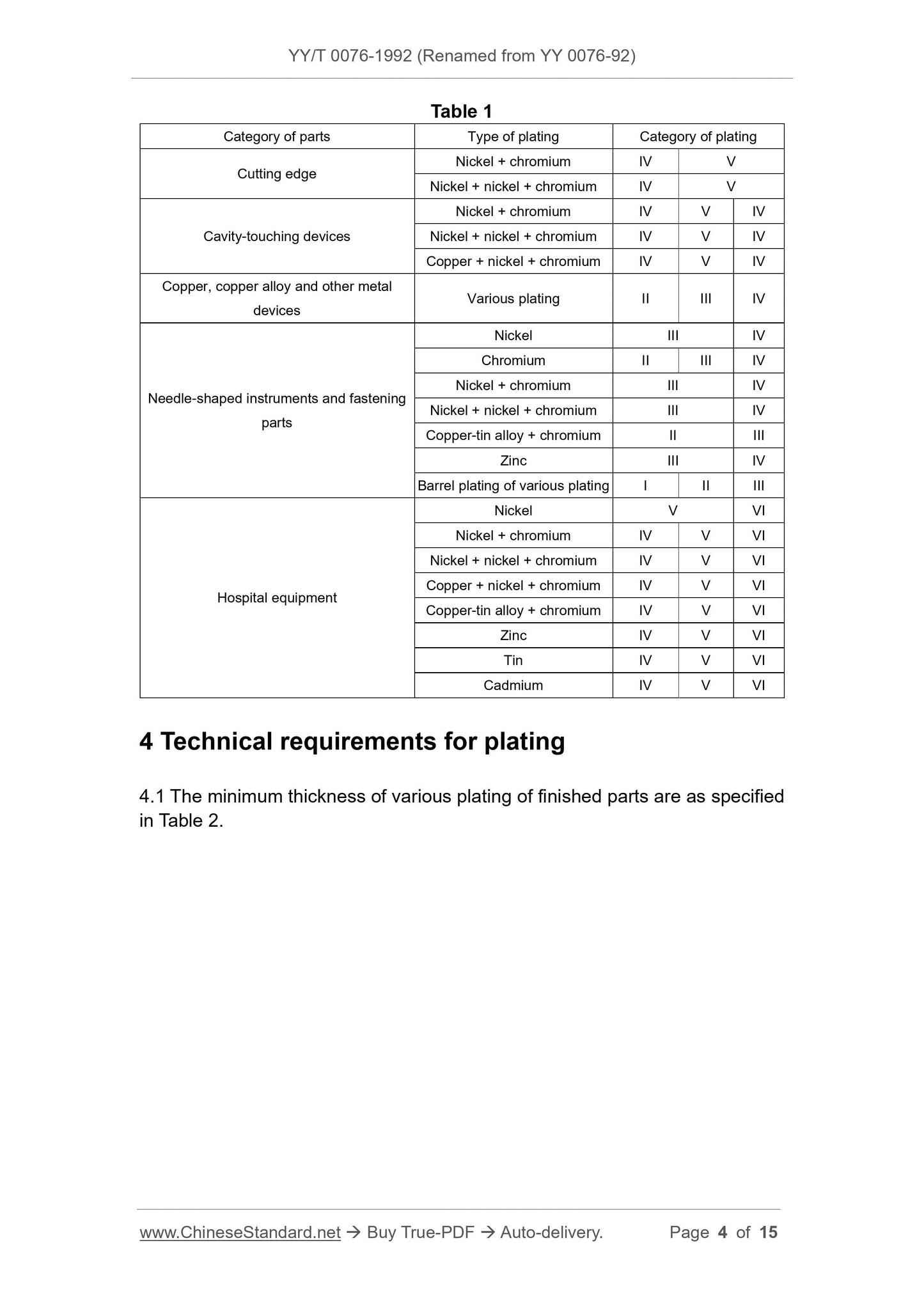
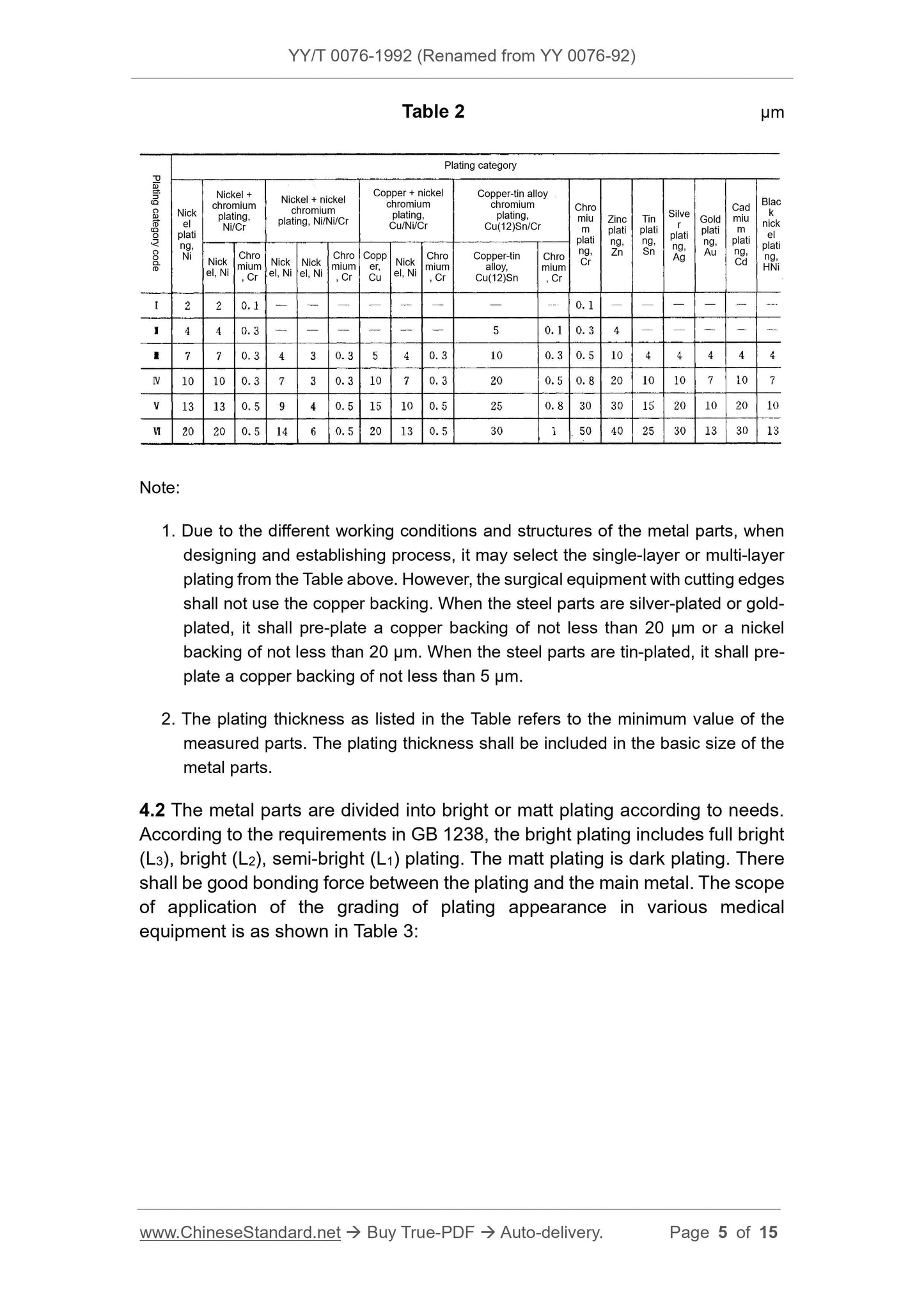
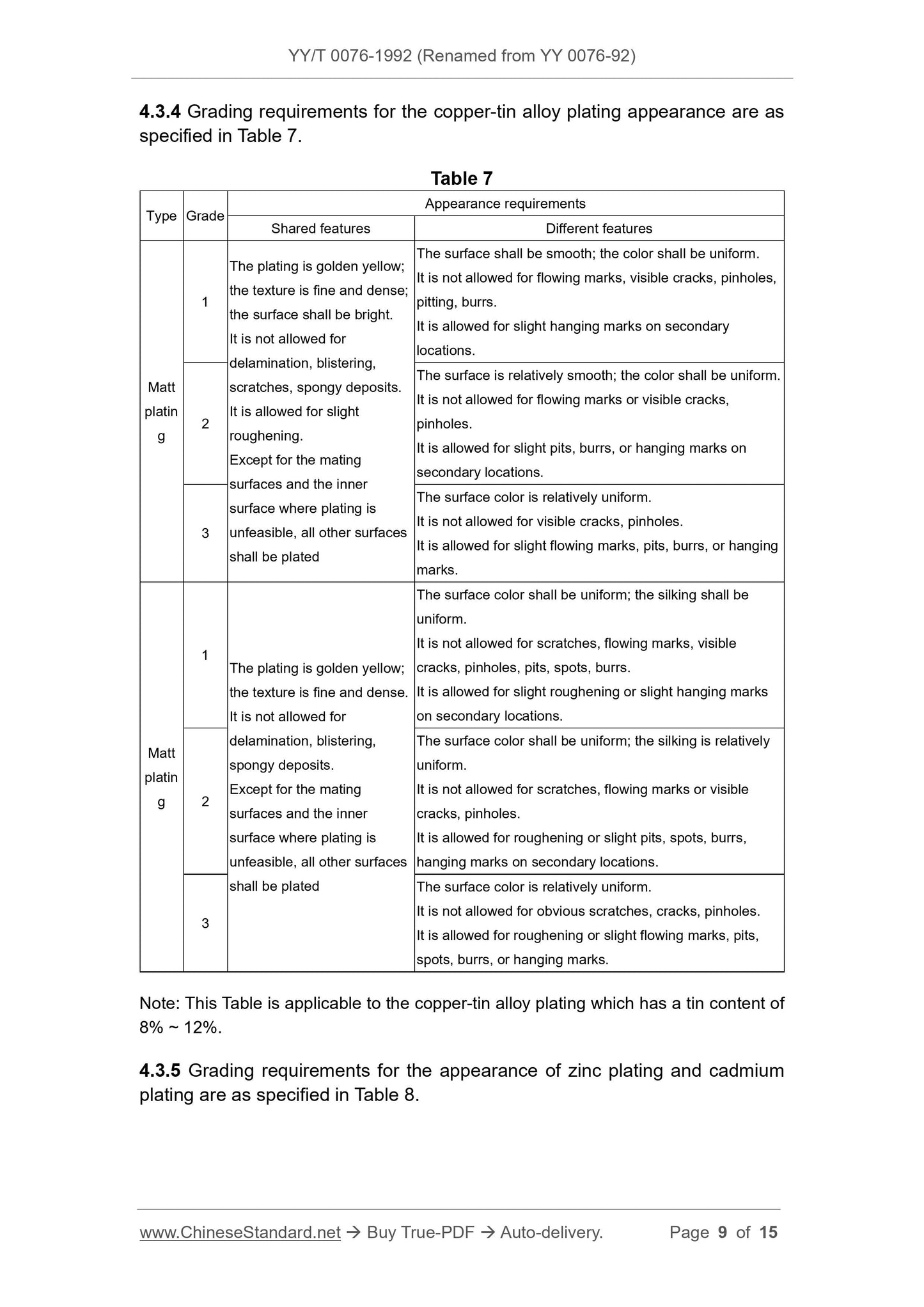
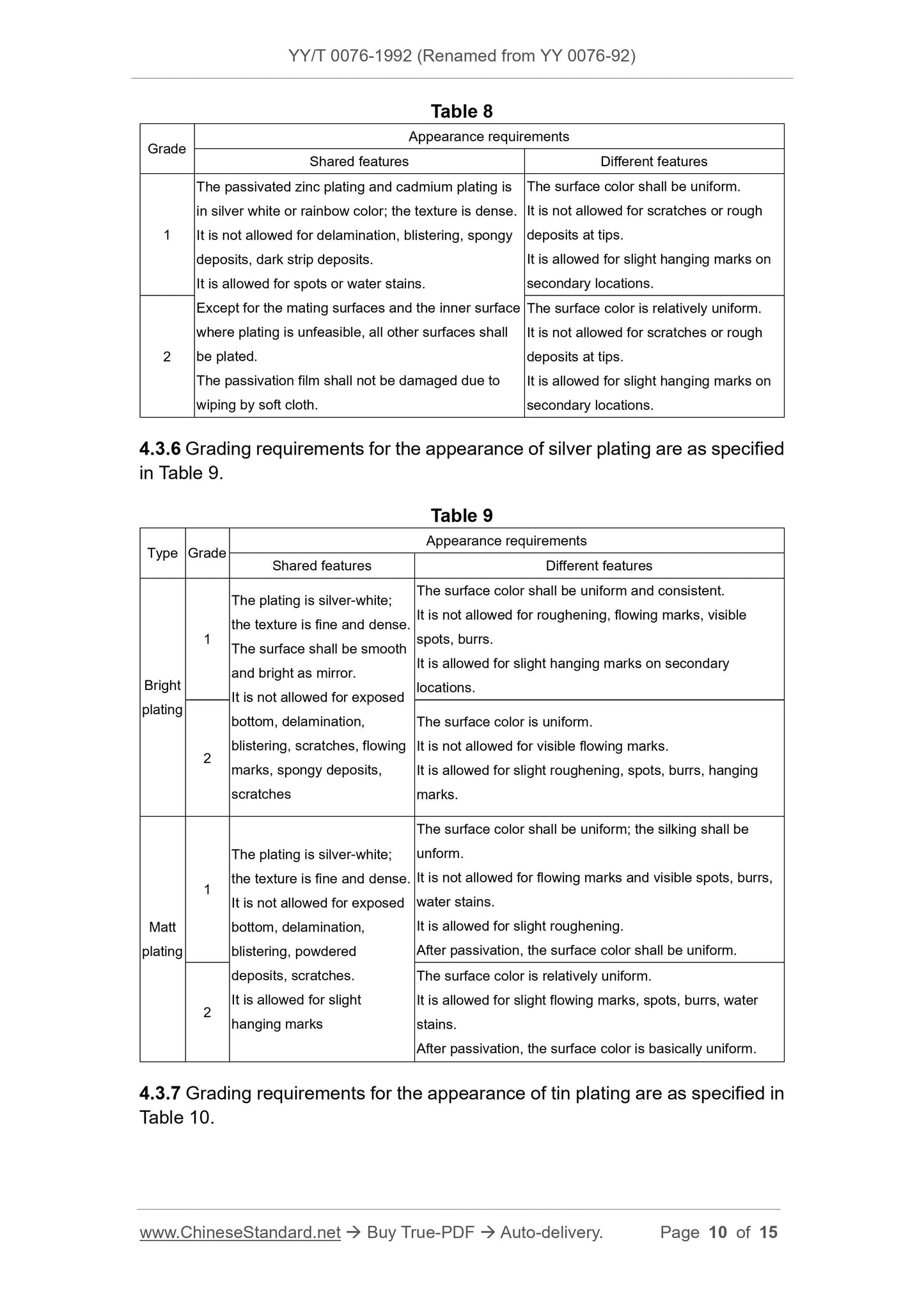
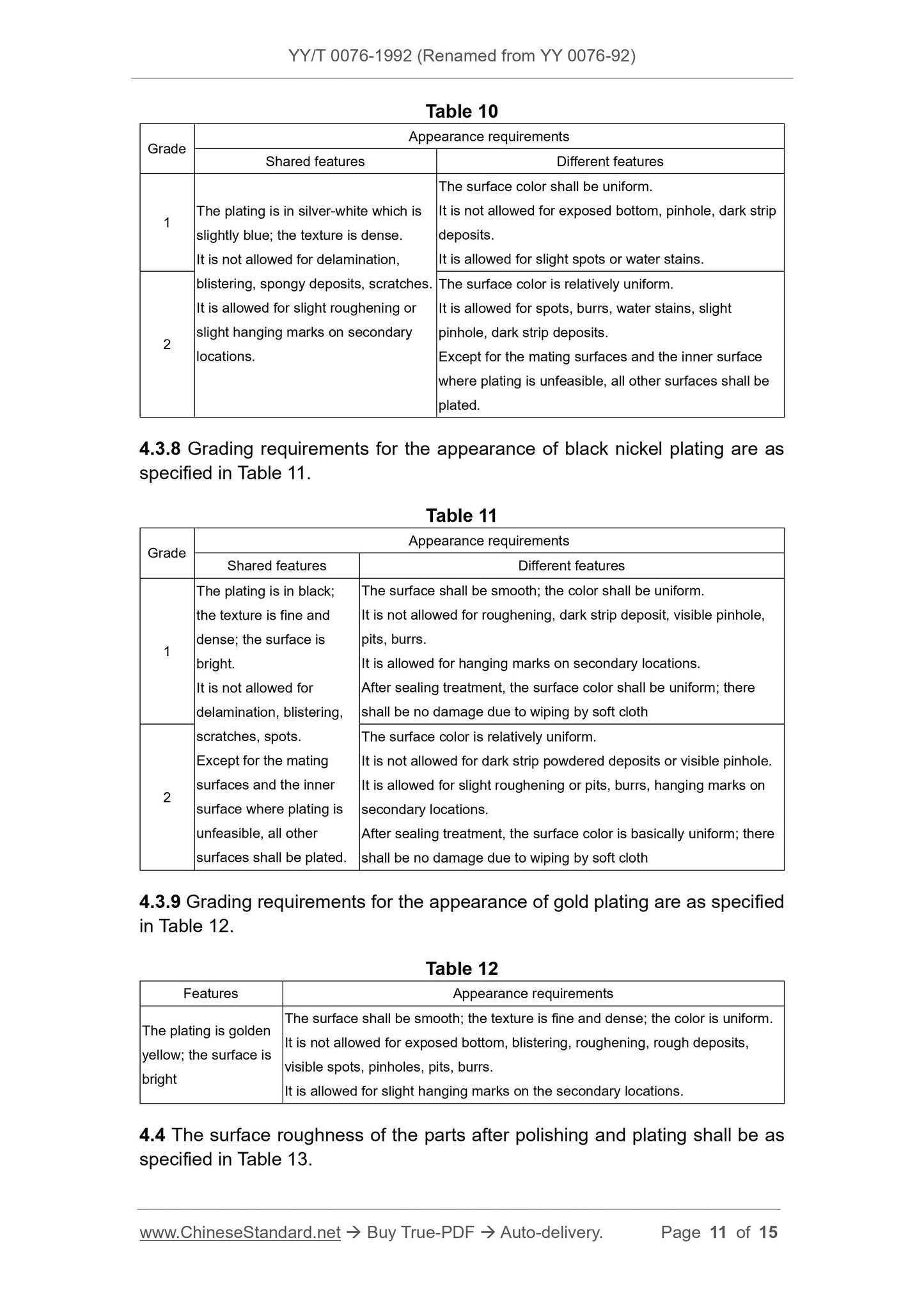
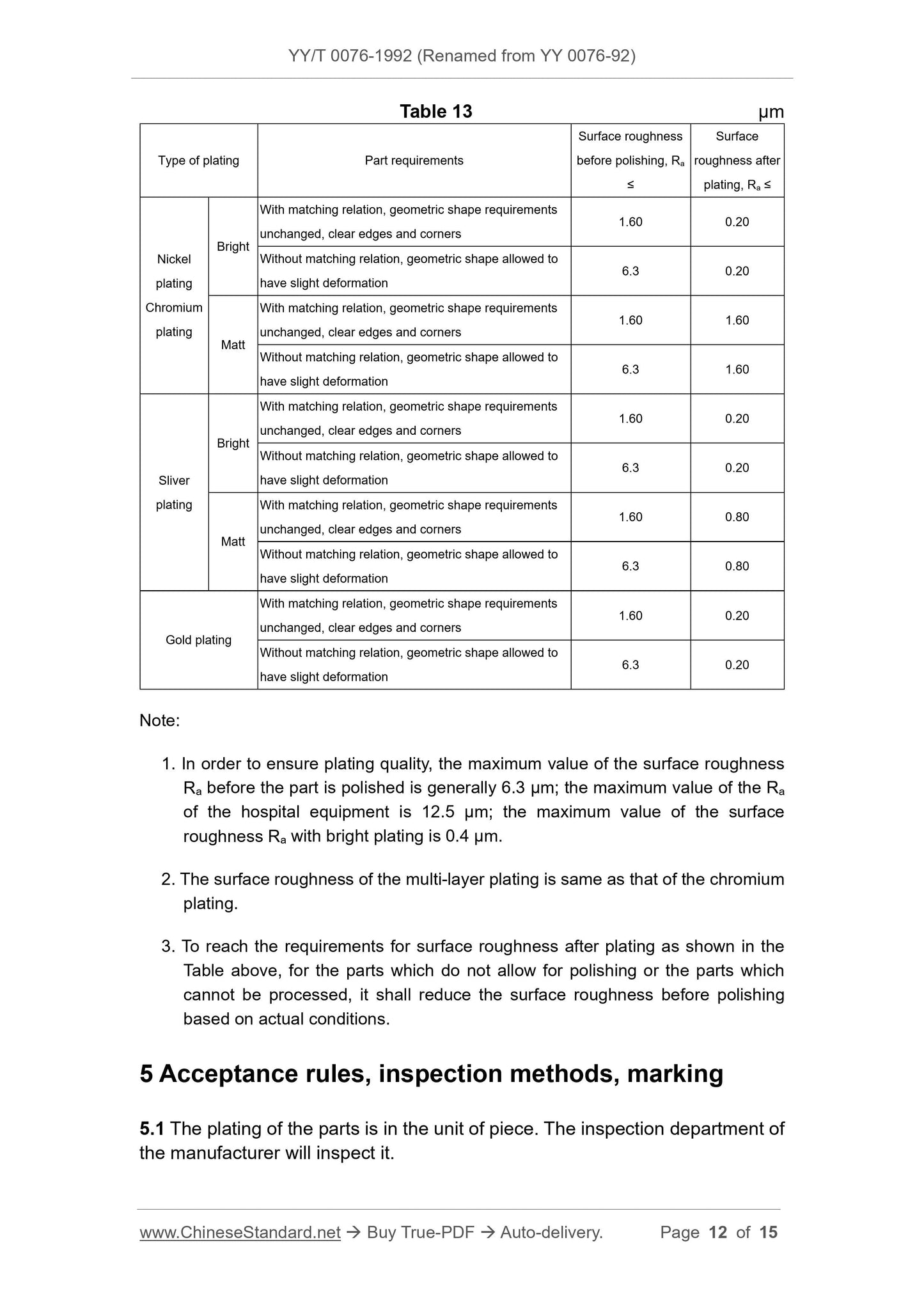
This standard specifies the requirements for classification, application scope, technical requirements, acceptance rules, inspection method, markings of the electroplating of medical equipment. This standard is applicable to the single-layer (nickel, chromium, zinc, tin, silver, gold, cadmium, black nickel) plating and multi-layer (nickel + chromium, nickel + nickel + chromium, copper + nickel + chromium, copper-tin alloy + chromium) plating of the metal articles for protective decoration purpose.
Basic Data
Standard ID
YY 0076-1992 (YY0076-1992)
Description (Translated English)
Coating classifications for metal product Technical conditions
Sector / Industry
Medical Device and Pharmaceutical Industry Standard
Classification of Chinese Standard
A29
Word Count Estimation
13,123
Date of Issue
1/20/1992
Date of Implementation
7/1/1992
Older Standard (superseded by this standard)
WS 2-1-1973
Quoted Standard
GB 1031; GB 1238; GB 6463
Issuing agency(ies)
State Administration of Medicine
Summary
This standard specifies the requirements for medical devices plating layer classification, applications, technical requirements, acceptance criteria, test methods and marking. This standard applies to decorative metal parts protective monolayer (nickel, chromium, zinc, tin, silver, gold, cadmium, black nickel) and multilayer coatings (nickel plus chromium, nickel plus nickel plus chromium, copper plus nickel + chromium, copper-tin alloy + chrome) plating.