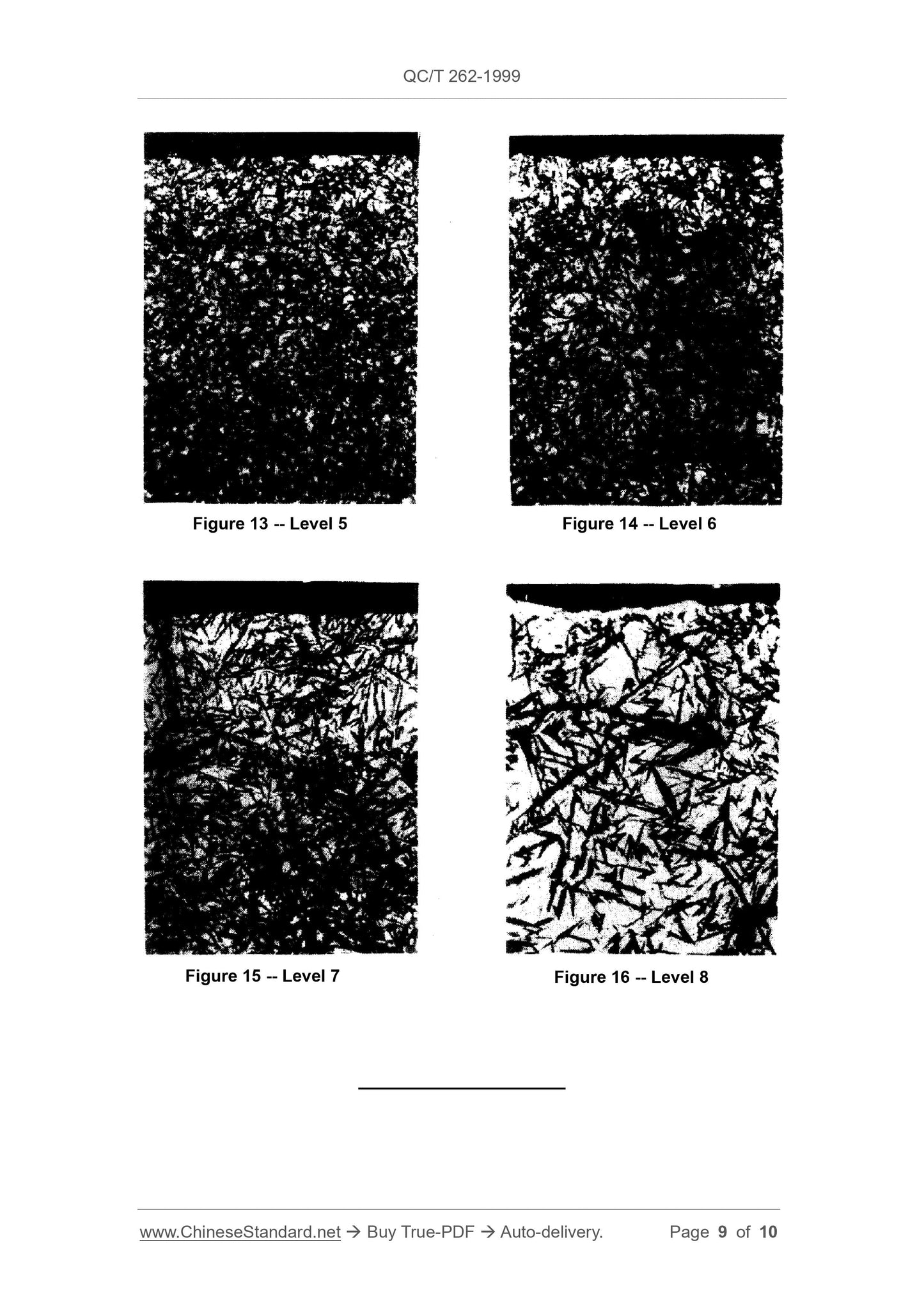
1.1 This Standard specifies the definitions and test methods of metallographic structure, effective layer depth of carburized case for the car steel carburizing gear. 1.2 This Standard is applicable to the car gear with effective depth of carburized and hardened case greater than 0.3mm. 1.3 This Standard is applicable to the quality inspection of gear after finishing all the heat treatment procedures.
Basic Data
Standard ID
QC/T 262-1999 (QC/T262-1999)
Description (Translated English)
Metallographic Test of Car Carburizing Gear
Sector / Industry
Automobile and Vehicle Industry Standard (Recommended)
Classification of Chinese Standard
T04
Word Count Estimation
6,654
Date of Issue
6/21/1905
Date of Implementation
1999-03-15
Older Standard (superseded by this standard)
ZB T04001-1988
Quoted Standard
GB/T 9450; GB/T 8539
Summary
This standard specifies the meaning and detection methods automotive gear carburizing steel microstructure, the effective depth of carburized layer. This standard applies to the effective depth of carburized hardened layer is greater than 0. 3mm car gears. This standard applies to the heat treatment process after the completion of all quality checks gear.