This Technical Conditions specifies the terms and definitions, classification and code, dimension, shape, weight, technical requirements, inspection and test, packaging, marking and inspection documents of hot-dip zinc/zinc-iron alloy coated steel plates and steel strips (hereinafter referred to as steel plates and steel strips). This Technical Conditions applies to steel plates and steel strips with a thickness of 0.30 mm ~ 3.0 mm produced by Baoshan Iron and Steel Co., Ltd., which are mainly used for the production of inner and outer covering parts and structural parts of automobiles, construction and home appliances.
Basic Data
Standard ID
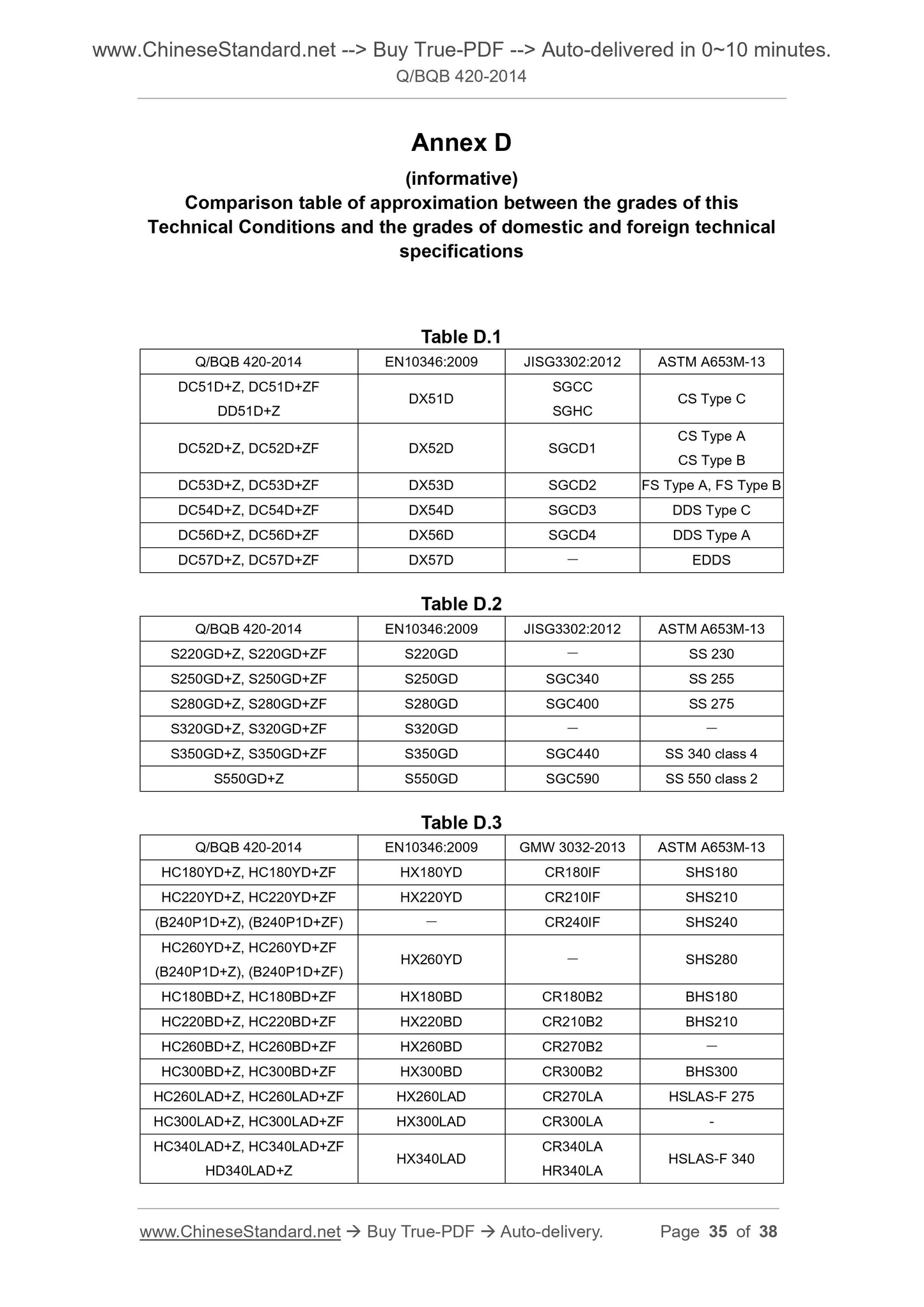
Q/BQB 420-2014 (Q/BQB420-2014)
Description (Translated English)
Hot dip galvanized / zinc-iron alloy coated steel sheet and strip