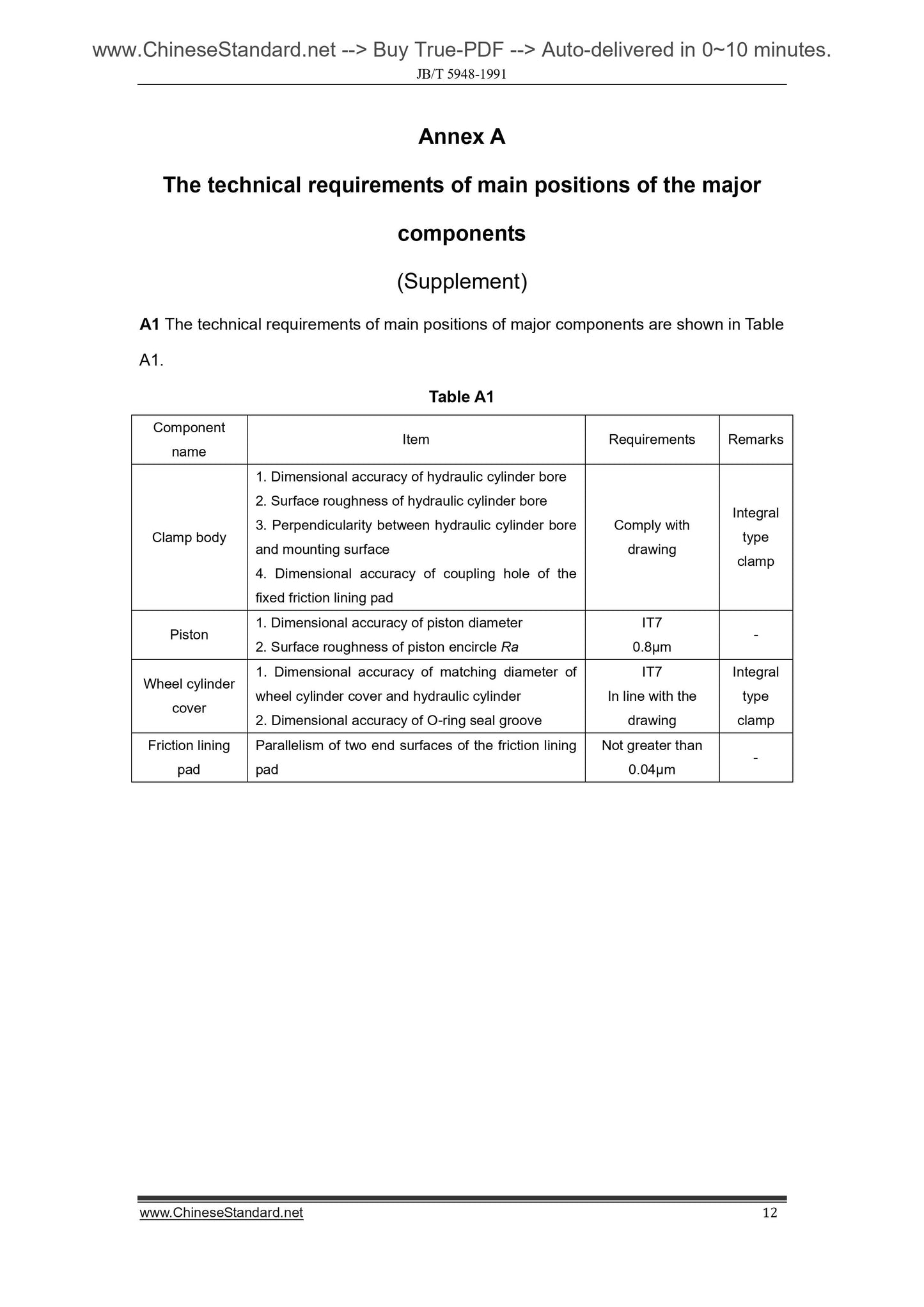
This Standard specifies the technical requirements, test methods, inspection rules, marking, packaging, transportation and storage for caliper disc brake of wheel type construction machinery traveling crane brake system. This Standard applies to caliper disc brakes of loaders, scrapers, graders, dumpers and other wheel construction machinery traveling crane brake system (hereinafter referred to as the brake).
Basic Data
Standard ID
JB/T 5948-1991 (JB/T5948-1991)
Description (Translated English)
Construction Machinery caliper disc brakes technical conditions
Sector / Industry
Mechanical and Machinery Industry Standard (Recommended)
Ministry of Industry and Information Bulletin 2013 No. 23; industry standard for filing Notice 2013 No. 6 (No. 162 overall)
Summary
This standard specifies the technical requirements for construction machinery wheel disc brake caliper brake system, test methods, inspection rules and signs, packaging, transportation, storage and so on. This standard applies to loaders, scrapers, graders and dump trucks and other construction machinery wheel disc brake caliper brake system.