1
/
of
12
PayPal, credit cards. Download editable-PDF and invoice in 1 second!
GB/T 5777-2008 English PDF (GB/T5777-2008)
GB/T 5777-2008 English PDF (GB/T5777-2008)
Regular price
$85.00
Regular price
Sale price
$85.00
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
GB/T 5777-2008: Seamless steel pipe and tubing methods for ultrasonic testing
Delivery: 9 seconds. Download (and Email) true-PDF + Invoice.Get Quotation: Click GB/T 5777-2008 (Self-service in 1-minute)
Newer / historical versions: GB/T 5777-2008
Preview True-PDF
Scope
This standard specifies the ultrasonic testing principle, ultrasonic testing methods,reference block, ultrasonic testing equipment, ultrasonic testing conditions, ultrasonic
testing procedures, result evaluation and ultrasonic testing report for seamless steel
tubes.
This standard is applicable to the ultrasonic testing for longitudinal and transverse
defects of seamless steel tubes for various purposes. The testing methods stated in
this standard are mainly applicable to test the defects that destroy the metal continuity
of steel tubes, but can not effectively test laminar defects.
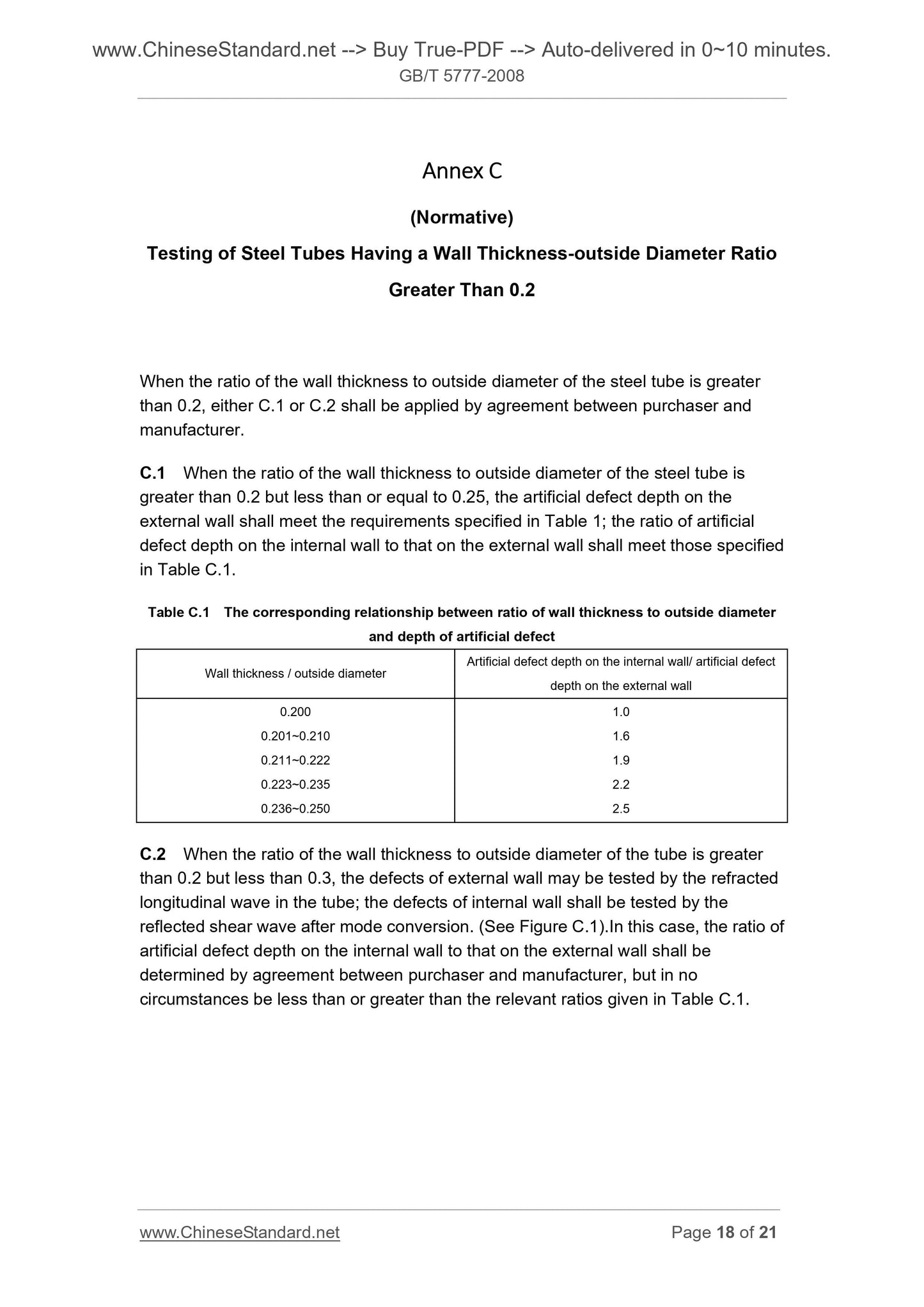
This standard is applicable to the inspection of tubes with an outside diameter greater
than or equal to 6 mm, and with a wall thickness-outside diameter ratio less than or
equal to 0.2.For tubes with a wall thickness-outside diameter ratio greater than 0.2,
one of the methods specified in annex C shall be used by agreement between
manufacturer and purchaser.
Electromagnetic ultrasonic testing may be carried out according to this standard.
Basic Data
| Standard ID | GB/T 5777-2008 (GB/T5777-2008) |
| Description (Translated English) | Seamless steel pipe and tubing methods for ultrasonic testing |
| Sector / Industry | National Standard (Recommended) |
| Classification of Chinese Standard | H26 |
| Classification of International Standard | 77.040.20 |
| Word Count Estimation | 15,196 |
| Date of Issue | 2008-08-05 |
| Date of Implementation | 2009-04-01 |
| Older Standard (superseded by this standard) | GB/T 5777-1996 |
| Quoted Standard | GB/T 9445; YB/T 4082; JB/T 10061 |
| Adopted Standard | ISO 9303-1989 (E), MOD |
| Regulation (derived from) | National Standard Approval Announcement 2008 No.14 (Total No.127) |
| Issuing agency(ies) | General Administration of Quality Supervision, Inspection and Quarantine of the People's Republic of China, Standardization Administration of the People's Republic of China |
| Summary | This standard specifies the detection principle of ultrasonic testing of seamless steel tubes, detection methods, testing conditions, , detection step, comparative samples, detection equipment evaluation and testing results report. This standard applies to a variety of uses seamless steel vertical, ultrasonic inspection face transverse defects. This standard is mainly used to test the testing method destroys the continuity of the metal pipe defects, but can not effectively test laminar defects. |
Share