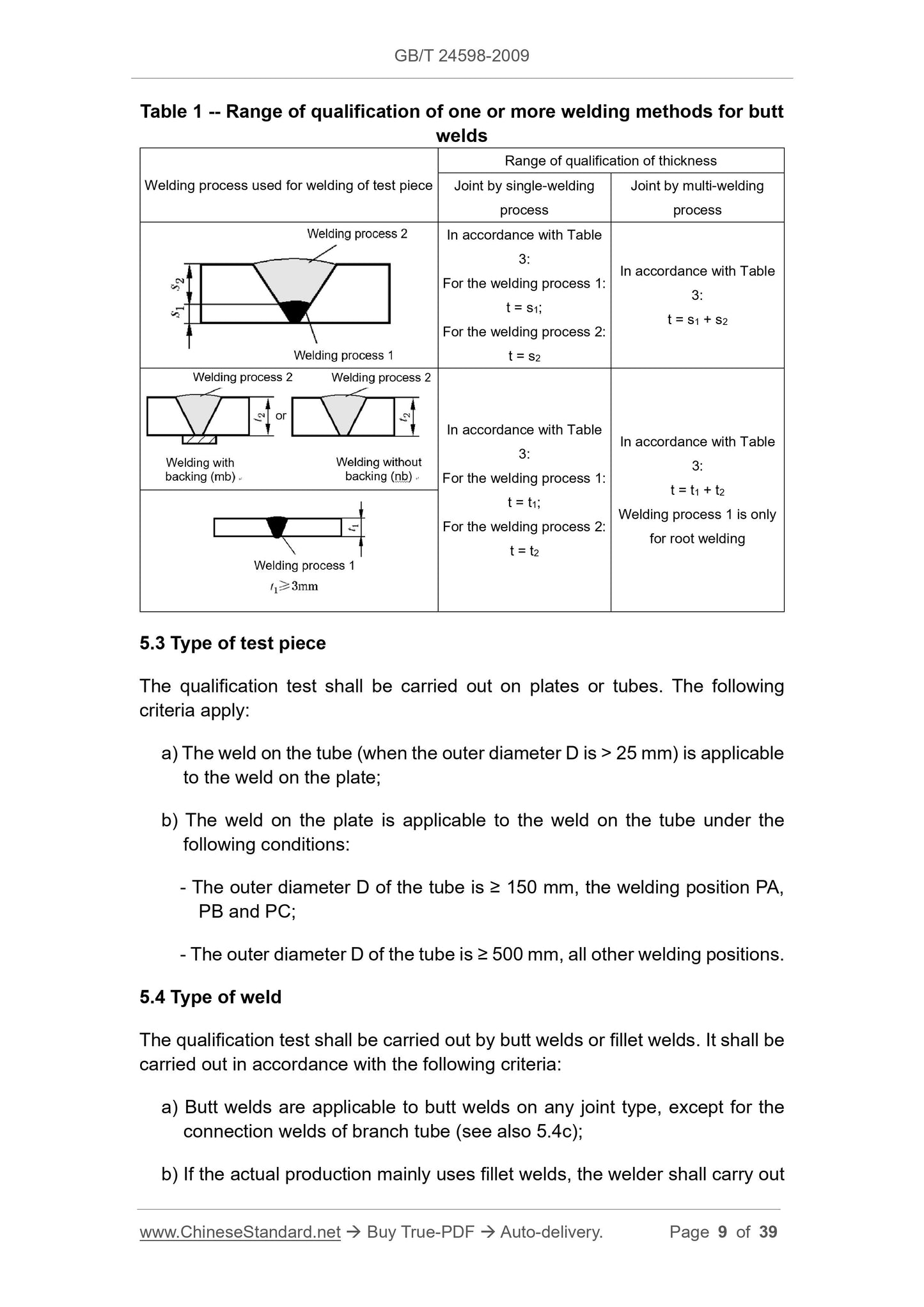
This standard specifies the requirements for qualification of welders for fusion welding of aluminum and aluminum alloys. To ensure that the exam is suitable for different product types, regions, and testing organizations, this standard provides a set of technical rules for systematic qualification. This standard focuses on qualifying the skills of the welder to manually operate the welding tongs, welding guns, welding torches, and thereby produce a weld of acceptable quality. This standard applies to manual welding and semi-automatic welding methods.
Basic Data
Standard ID
GB/T 24598-2009 (GB/T24598-2009)
Description (Translated English)
Qualification test of welders -- Fusion welding for aluminium and aluminium alloys
Sector / Industry
National Standard (Recommended)
Classification of Chinese Standard
J33
Classification of International Standard
25.160.01
Word Count Estimation
29,284
Date of Issue
2009-10-30
Date of Implementation
2010-04-01
Quoted Standard
GB/T 2653; GB/T 3323; GB/T 3375; GB/T 5185; GB/T 16672; GB/T 19866; GB/T 19867.1; GB/T 22087; ISO 9017; ISO/TR 15608; ISO 15614-2; ISO 17637
Adopted Standard
ISO 9606-2-2004, MOD
Regulation (derived from)
National Standard Approval Announcement 2009 No.12 (Total No.152)
Issuing agency(ies)
General Administration of Quality Supervision, Inspection and Quarantine of the People's Republic of China, Standardization Administration of the People's Republic of China
Summary
This standard specifies the method of aluminum and aluminum welders for fusion welding. This standard focuses on the assessment of the welder manual welding clamp, torch, welding torch, welding seam qualified skills. This standard applies to manual welding and automatic welding classes.