
1
/
of
6
www.ChineseStandard.us -- Field Test Asia Pte. Ltd.
GB/T 1633-2000 English PDF (GB/T1633-2000)
GB/T 1633-2000 English PDF (GB/T1633-2000)
Regular price
$65.00
Regular price
Sale price
$65.00
Unit price
/
per
Shipping calculated at checkout.
Couldn't load pickup availability
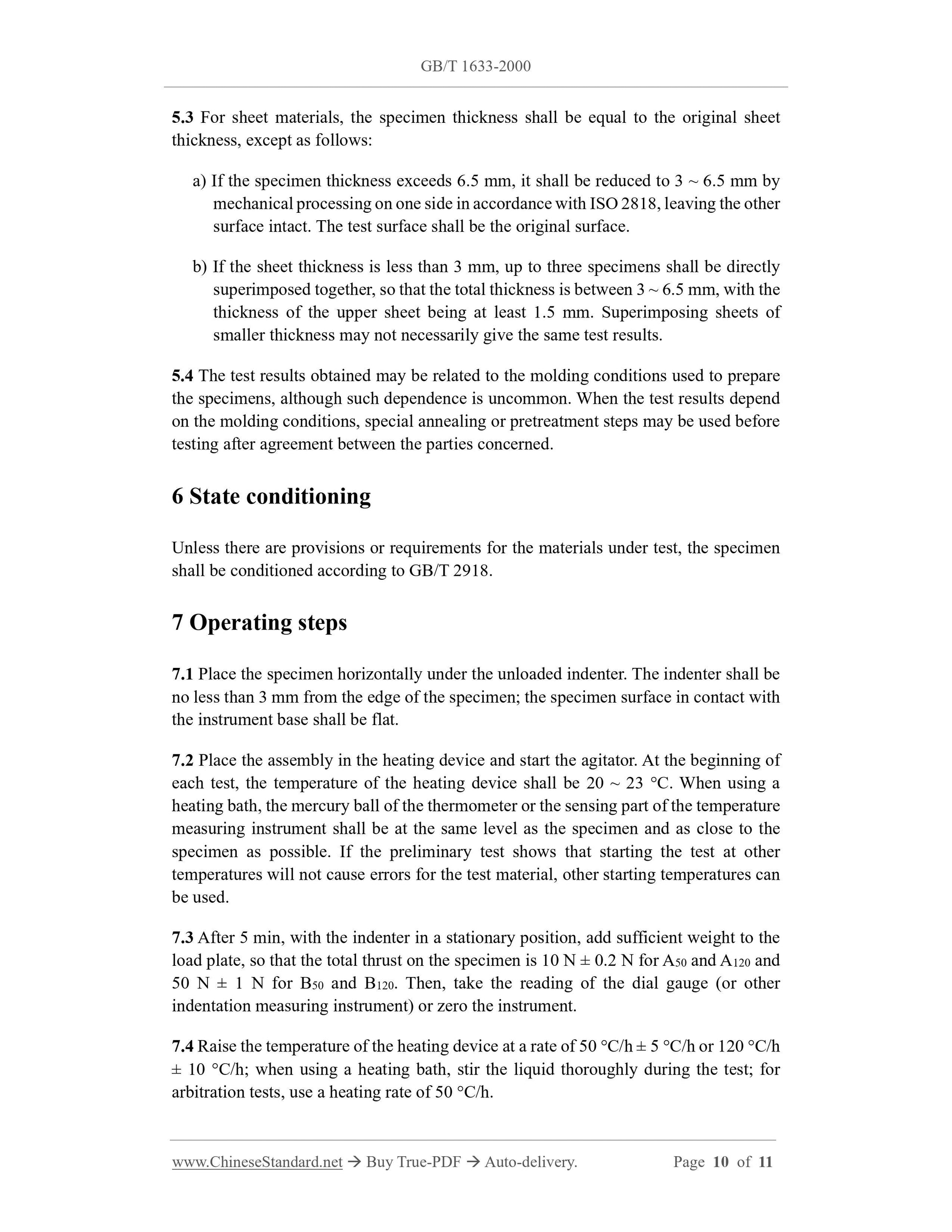
GB/T 1633-2000: Plastics - Thermoplastic materials - Determination of vicat softening temperature (VST)
Delivery: 9 seconds. Download (and Email) true-PDF + Invoice.Get Quotation: Click GB/T 1633-2000 (Self-service in 1-minute)
Newer / historical versions: GB/T 1633-2000
Preview True-PDF
Scope
This standard specifies four test methods for determining the Vicat softeningtemperature (VST) of thermoplastics.
A50 method -- Using a force of 10 N, the heating rate is 50 °C/h
B50 method -- Using a force of 50 N, the heating rate is 50 °C/h
A120 method -- Using a force of 10 N, the heating rate is 120 °C/h
B120 method -- Using a force of 50 N, the heating rate is 120 °C/h
The four methods specified in this standard are only applicable to thermoplastics. The
temperature measured is the temperature at which thermoplastics begin to soften rapidly.
Basic Data
| Standard ID | GB/T 1633-2000 (GB/T1633-2000) |
| Description (Translated English) | Plastics. Thermoplastic materials. Determination of vicat softening temperature (VST) |
| Sector / Industry | National Standard (Recommended) |
| Classification of Chinese Standard | G31 |
| Classification of International Standard | 83.080.20 |
| Word Count Estimation | 8,822 |
| Date of Issue | 2000-07-31 |
| Date of Implementation | 2001-03-01 |
| Older Standard (superseded by this standard) | GB 1633-1979 |
| Quoted Standard | GB/T 2918-1998; GB/T 9352-1988; GB/T 11997-1989; GB/T 17037.1-1997; ISO 2818-1994 |
| Adopted Standard | ISO 306-1994; IDT |
| Issuing agency(ies) | State Quality and Technical Supervision |
| Summary | This standard specifies: four kinds of Vicat softening temperature thermoplastic determination (VST) Test method. This standard specifies four methods only for thermoplastics, measured is thermoplastic quickly began to soften temperature. |
Share